RDK rail transit bearing high reliability to meet the requirements of train operation
RDK bearing is one of the key parts of rail transit vehicles, which has a vital impact on the safety and reliability of vehicles. RDK summarizes the main technical means to improve the quality of bearing manufacturing, so as to improve the reliability and core competitiveness of bearing application. In the process of bearing operation, fatigue failure is the main failure mode threatening its safety. Therefore, high reliability and long life make rail transit bearing have core competitiveness. High reliability manufacturing technology is the key problem to be solved first in the manufacturing of rail transit bearing.
1. Bearing failure mechanism
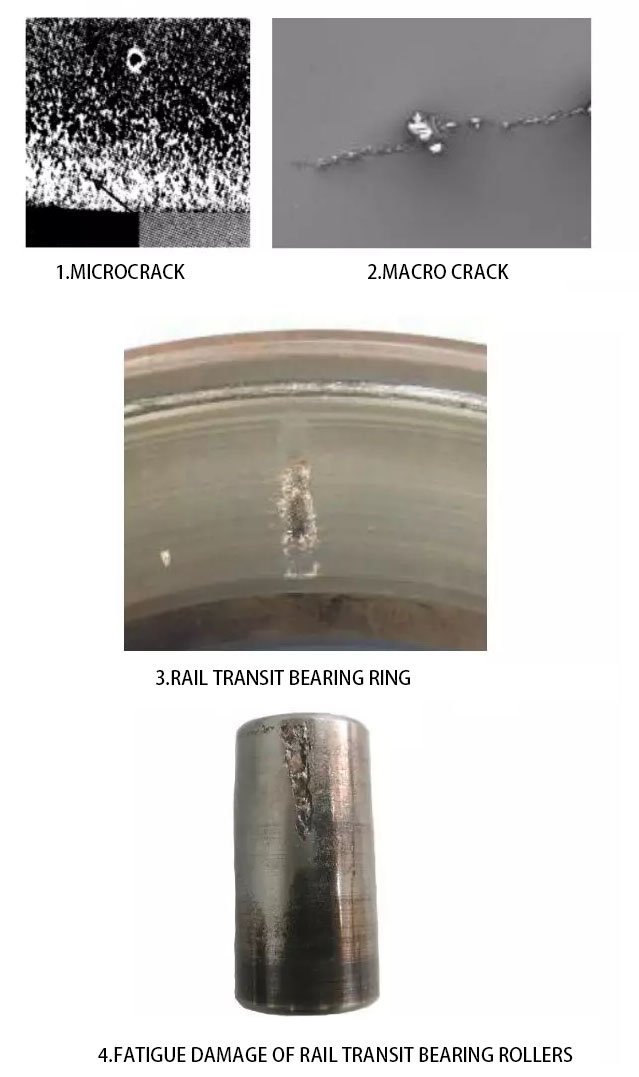
The rolling bearing rotates under load, and the rolling body contacts the raceway of the inner and outer ferrule to produce alternating stress. After a certain period of alternating stress, micro cracks (see Fig. 1) are produced on the contact surface, and gradually develop into macro cracks (see Fig. 2, Fig. 3 and Fig. 4) and fatigue failure is formed. Fatigue failure is one of the typical failure modes of rolling bearings.
The main causes of fatigue failure of rolling bearings are design, materials, manufacturing, installation and maintenance, among which, the reasons for fatigue failure are insufficient or inaccurate rated load, unreasonable structure and improper material selection; The causes of fatigue damage are smelting defects, unqualified chemical composition, improper heat treatment process and non-conforming microstructure of materials. The reasons for fatigue damage caused by use and maintenance are overload, partial load, heavy load impact, insufficient lubrication, improper maintenance and erosion (corrosion medium and temperature); The main causes of fatigue failure caused by manufacturing technology are the dimensional difference, low geometric accuracy, insufficient surface roughness, unqualified clearance, burr, scratch, crack and other defects on the working surface. For rail transit bearings, fatigue failure is a dangerous failure mode, which poses the greatest threat to its service safety.
2. Key technologies of high reliability manufacturing
To reduce the bearing fatigue failure, the basic bearing high reliability manufacturing is needed. The key technologies to realize the high reliability manufacturing of rail transit bearings mainly include the following contents.
3.1 forging technology
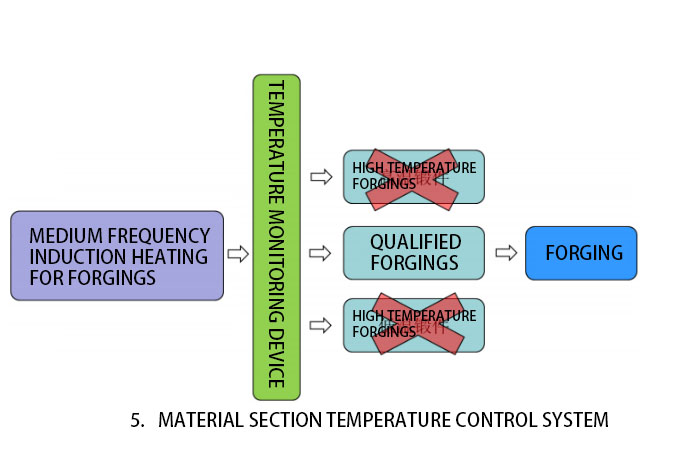
Forging forming technology refers to the use of advanced forging and pressing technology, through the control of the process to obtain the integral blank parts without connection, internal defects and even organization, so as to reduce stress concentration and improve fatigue life. The key to forging is to control the temperature of forging. Through the temperature monitoring device, the over burning and overheating phenomena caused by traditional forging process can be avoided effectively (see Fig. 5), and good metallographic structure can be maintained.
By adopting advanced die forging, rolling and diameter finishing technology, it is the most advanced forging production technology, which can accurately control the forging size accuracy and the direction of metal streamline, and ensure the forging quality of bearing ring blank.
3.2 material heat treatment technology
(1) Precision heat treatment technology
The heat treatment technology of bearing parts refers to the control of phase change, structure and performance of materials by heating cooling mode, and the hardening treatment of parts is realized, and the fatigue resistance and wear resistance of bearings are improved. Therefore, the service life of bearings is directly related to surface hardness. Different heat treatment methods are adopted for rail transit bearings according to different materials. The surface hardness of g20crnimoa cemented bearing steel is carburized and tempered, and the surface hardness of parts reaches 59-63hrc; the surface hardness of GCr18Mo high carbon chromium bearing steel is treated by lower bainite quenching, and the surface hardness of parts reaches 58-62hrc; the rolling body is generally made of GCr15 high carbon chromium bearing steel, and its surface hardness reaches 60-64hrc.
In order to make the bearing have the anti fatigue property, advanced precision heat treatment technology, such as vacuum heat treatment, must be adopted to minimize the size of carbide and reduce the mesh structure, so as to improve the contact fatigue life of the bearing. Vacuum heat treatment can also keep the bearing surface clean and accelerate the adsorption and reaction process of chemical heat treatment.
(2) Surface hardening technology
Surface hardening technology refers to the high hardness of the surface layer of structural parts by proper methods, and the core has strong toughness to improve the fatigue, impact and wear performance of structural parts. The usual processes include carburizing, nitriding and surface quenching. Surface hardening is a kind of technology which can improve fatigue strength and prolong life effectively, and it is one of the core technologies in surface integrity manufacturing.
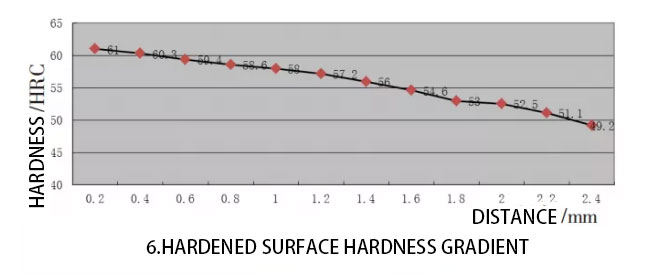
The ring of G20 crnimoa carburized bearing steel of rail transit bearing is treated by carburizing quenching, which can harden the surface of parts, and the surface hardness reaches 59-63hrc, while the hardness of the center is 32-45 HRC, the hardness gradient changes from the center to the surface (see Fig. 6), at the same time, the grain is refined, tensile stress is eliminated and preset pressure stress is eliminated, so as to ensure that the ring has high fatigue resistance, impact resistance and wear resistance performance, and finally extends the fatigue life of the collar.
3.3 high precision manufacturing technology
Grinding is the longest process chain in bearing manufacturing. The stress concentration caused by surface scratch, burn, crack and other defects can be far more than the tensile strength of the material, which makes the fatigue life decrease obviously. At the same time, the surface modification layer of grinding is superimposed on the hardening layer of the part surface, which changes the structure and residual stress field, which will greatly reduce the fatigue strength, life and reliability of the bearing. The higher the surface stress concentration, the more serious the fatigue strength, life and reliability.
(1) Hard car technology for working surface
When rough grinding of bearing parts, the oxide layer on the surface of the parts will be filled with the grinding wheel particle clearance, which reduces the grinding efficiency and increases the grinding heat, which causes the surface burn of the parts. The hard car instead of rough grinding process (see Fig. 7) can effectively control the grinding of the burn metamorphic layer and improve the shape and dimension accuracy of the machined surface.

(2) Composite grinding technology of working surface
The outer ring grinding adopts the compound grinding equipment of double roller and double mouth. The grinding wheel shaft can compensate automatically according to the deflection, which ensures the difference of the size between the two raceways and the mouth and the coaxiality standard.
The imported CNC compound grinding equipment is used for the inner race and edge blocking grinding. The grinding wheel shaft can be self-adaptive closed-loop compensation and has on-line dressing processing technology to improve the shape and position accuracy of the bearing.
The roller ball base surface and outer diameter are processed by numerical control equipment to realize compound one-time grinding. Because the ball base surface adopts cutting in forming technology, the controllability and stability of R dimension of roller ball base surface are guaranteed; meanwhile, the log curve processing of roller rolling surface can be realized precisely by cutting in grinding.
(3) Super precision research technology of working surface
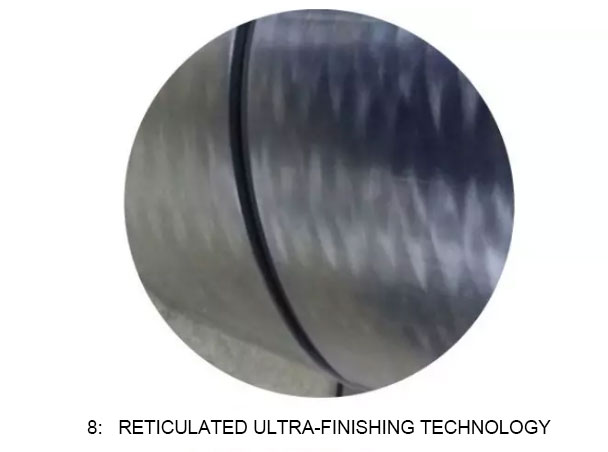
The super precision machining of the working surface of the parts can remove the machining deterioration layer, improve the surface roughness, make the surface of the workpiece form the compressive stress, effectively restrain the formation and growth speed of the fatigue crack and prolong the fatigue life. Through studying the influence of the parameters such as the frequency and amplitude of rock swing, the speed of workpiece and the pressure of the oilstone on the super precision of rolling surface, a unique cross mesh pattern super precision research technology (see Fig. 8) is formed, which can effectively improve the surface accuracy of the raceway, improve the lubrication state of the working surface and reduce the temperature rise.
3.4 surface protection technology of bearing ring
Long term corrosion protection technology refers to isolating extreme environment and maintaining the ultimate service performance of key structural parts to maintain its long life and high reliability, mainly including surface modification, surface protection, surface coating, etc.
For rail transit bearings without axle box or high corrosion resistance, it is necessary to operate in bad environment. In order to prevent the corrosion of bearing surface, phosphating treatment is needed for bearing ring, and a solid phosphating film is formed on the surface of the collar to realize the anti-corrosion effect of bearing under the harsh operation environment. Phosphating film and metal workpiece are a close integrated structure, and there is no obvious boundary between them. Because phosphating film has microporous and good adsorption ability to oil and coating, it can improve the lubrication performance of bearings.
3.5 nondestructive testing technology of bearings
NDT is a kind of testing method to carry out a kind of testing method to the material or workpiece without damage or influence its function in the future. Through nondestructive testing, defects on the surface and inside of materials or workpieces can be found, geometric features and dimensions of the workpiece can be measured, and the internal composition, structure, physical properties and state of the material or workpiece can be measured. NDT can be applied to product design, material selection, processing and manufacturing, finished product inspection, in-service inspection (maintenance) and so on, and plays an optimal role in quality control and cost reduction.
There are many kinds of nondestructive testing methods, including UT, RT, et, MT and Pt.
The nondestructive testing methods used in railway bearings are mainly ultrasonic testing, magnetic particle testing and eddy current testing. Magnetic particle testing and eddy current testing are the main methods. Ultrasonic testing is only used in some products. The main bearing suppliers in China are currently promoting and applying ultrasonic detection on rail transit bearing and other key products.
3.6 fatigue life evaluation and test technology
The fatigue life evaluation and test technology of bearings refers to the reliability test and evaluation of bearing materials and finished bearings by means of test equipment, including material fatigue test, bench heat test and durability test.
3.6.1 material fatigue test
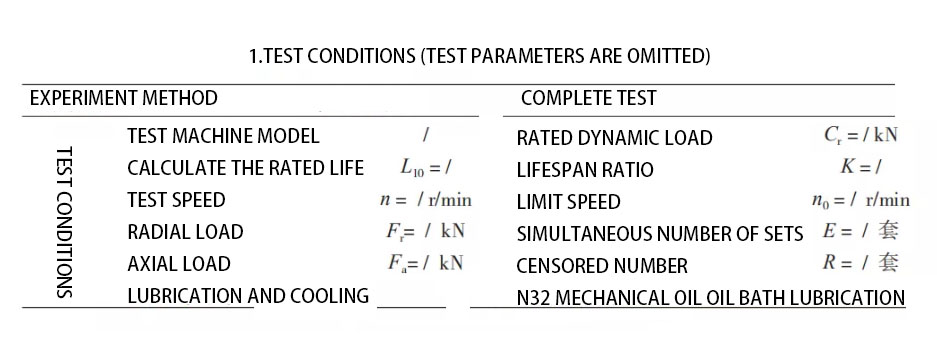
The fatigue life comparison test is carried out by thrust test piece for different bearing steel. See Table 1 for test conditions, and test parameters are determined according to different working conditions. Under the high speed and heavy load condition, according to the fatigue test results of the materials, the contact fatigue life and the life dispersion of different bearing steel materials are evaluated. The influence of smelting quality of bearing materials on the bearing performance and life is analyzed, and the materials with excellent performance are selected.
3.6.2 bench thermal test and durability test
The bearing thermal test and durability test are based on the special test equipment to test the bearing operating capacity under simulated conditions. At present, the test basis of bearing test in rail transit in China is tb/t3017.1-2016 or en12082. The standard specifies the parameters, test methods, approval standards and test results of simulated working conditions for the application performance and reliability of rail transit bearing Inspection, etc.
The test of bearing is the test and verification of the new product type of bearing and the stability of mature product performance to determine whether the bearing meets the requirements of train operation. If the train operation requirements are not met, further analysis of the factors affecting the bearing operation life and reliability, and the formulation of improvement measures to verify the effectiveness of the improvement measures, and ensure that the performance of axle box bearing, sealing element, grease and other performance meet the train operation requirements.